
|
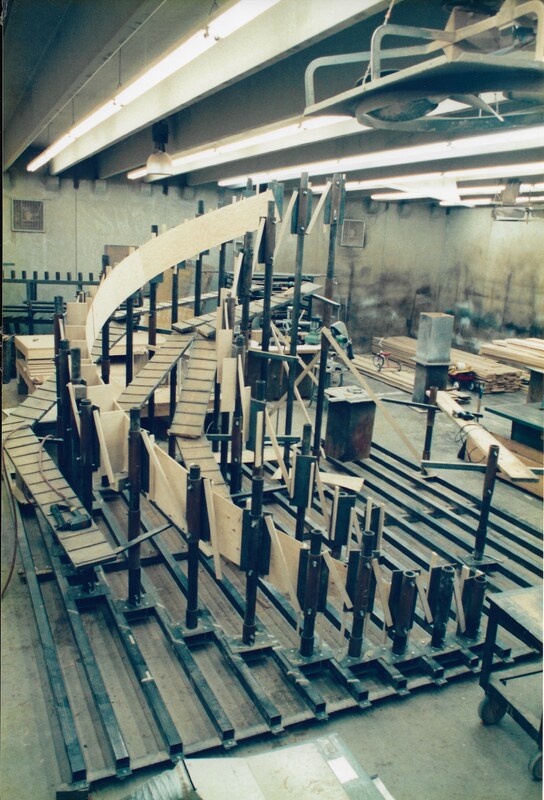
Building anything of wood that has a radius or is bent can be a challenge. We use a 16 foot by 16 foot metal floor jig to lay out each prospective staircase, as we do nearly all of the fabrication in our facility. The footprint is measured carefully and marked on the grid to facilitate the placement of sockets that hold vertical posts and flanges.
|

|
A complete "wall" is mocked up in preparation for the bending process. These metal brackets are carefully measured and placed to ensure a smooth bend through the entire length of each skirt board. Additional walk boards are attached to the post as well, creating a useable scaffold from which to work around a bent lamination.
|
|
The stringers of the stairway are bent one layer at a time against this jig. The size and scope of this process varies, depending upon the structure needed to support the staircase. The largest staircase that we have fabricated to date incorporated a 52 foot long outside stringer that left our shop and was shipped in one piece!
|

|
We then use the bent skirt boards as a base form to ensure that we get the handrail bent to exactly match the staircase. Thin pieces of wood are glued together in the curled shape and allowed to dry. As you might imagine, it takes quite a few clamps to achieve a good bond. When cured completely, the handrails are squared up and profiled by hand using routers and carving equipment to create a smooth, finished, continuous handrail.
|

|
The staircase is then pre-assembled as far as possible in our facility. The extent of assembly varies from job to job due to unique aspects of each location. Many times we can fit stair treads, balusters and newels "in shop". Due to it's sheer size, the staircase pictured included metal structure bracketing between the skirts. It had a cantilever distance of nearly 12 feet.
|